Precisely manufactured components are critical to helping OEM engineers bring their product designs to life. When those products involve bent and formed aluminum extrusions, product designers need to consider factors, such as inside and outside diameters, critical surface areas and mechanical strength that can affect a part’s final fit and finish. Different types of bending and stretch forming methods deliver different results.
Aluminum can be extruded and bent to specified tolerances or to standard dimensional tolerances. While a product’s dimensions and bend angles can be methodically measured and re-measured, the end product will only be as precise as the bending equipment or method used.
Several factors should be considered when choosing which bending process is appropriate for a certain product. Aluminum extrusion engineers can provide crucial input on the bending, shaping, and forming of aluminum during the design phase of a project. Deformation of the inside or outside radii can be a design issue and can also determine which forming process to use. Before beginning the design process consider these parameters:
The product’s alloy, temper and cross-section also are important considerations. Once these factors are determined, aluminum extrusion manufacturers can begin the bending process using one of the following five common bending and forming methods.
Ram or push bending, as the name implies, uses a ram to force the extruded metal piece on a bending die. A die pushes the extrusion onto the pressure dies, forcing the extrusion into your desired bent form. With programmable bend angles, this form of bending allows close proximity to multiple plane bends, though only one radius can be bent at a time. Ram bending offers inexpensive tooling and good bend precision with low per-bend cost.
Ram or Push Bending is ideal for components such as boat gunnels, portable structure supports, wheelchair frames and medical beds.

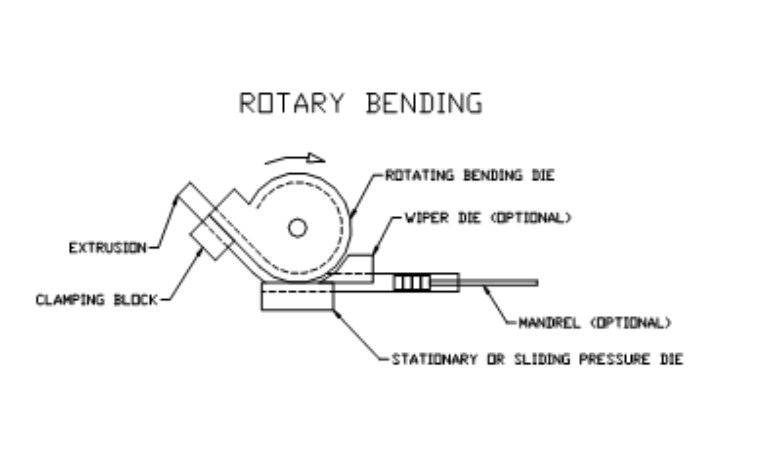
In the hydraulic rotary draw bending process, manufacturers place extruded aluminum onto a bender and hold it in place with a stationary or sliding pressure die and clamping block. The round bending die, powered by hydraulics, is rotated up to 90 degrees, bending the extrusion as it rotates. With this method, an extrusion can only be bent one radius at a time.
Incorporating a mandrel or other tool component to grip the rotary die can prevent creasing or misshaping of the product, though its use isn’t required. The single axis-controlled revolution can bend within one-tenth of a degree for extremely precise bend angles.
Hydraulic bending is often used when forming round tubes or pipes for applications such as handrails, and is ideal for extrusions with a large diameter, such as building signage.
Electric rotary draw bending uses the same process as the hydraulic method, but allows faster setup. The bends also are more accurate and easily repeated because angles and rotations can be automated in a machine’s programmable logic controller. Rotations of the extruded aluminum also can be mechanized for variable plane bends.
The electric rotary draw method is best for applications that require multiple bends per part in close proximity to each other, or different radii bends for each part.
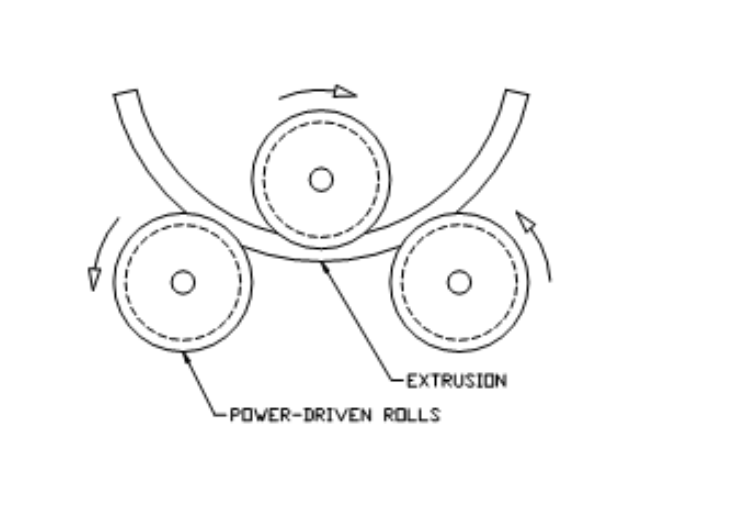
Three-roll bending pushes an extrusion around three different rolls placed in a triangular shape. The rolls are adjusted to form a precise angle, up to a 360-degree rotation, that can roll horizontally or vertically. As the extrusion is slowly moved across the power-driven rollers, it begins to curve and bend.
Extrusions are limited to a single bend per cycle, meaning a higher angle of bend would take longer to reach the desired angle. Though it may take longer, the maximum bend radius is unlimited. Symmetrical profiles are preferable for roll bending.
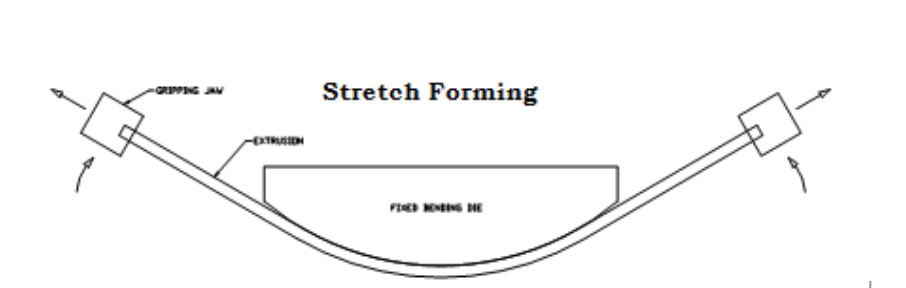
During stretch forming, an extrusion is placed along a rounded, fixed bending die and clamped in place on each end. The machine begins to swing the clamped ends downward to angles up to 180 degrees, and the extrusion is bent around the die to reach the desired form.
The bend radius is unlimited with this method. A stretch forming machine can bend, twist and lift an extrusion simultaneously to create unique, specified shapes and angles for parts up to 25 feet long. This method also offers the most accurate and consistent bending through elongation control. Because of the way the rounded, fixed bending die pushes on the extrusion, stretch forming has the least amount of surface distortion and traffic marking on the extruded piece.
Each of these bending methods has various benefits. Designing for success and determining the best method ultimately comes down to an end product’s desired tolerance, appearance and strength. Input from aluminum extrusion manufacturing engineers during the design phase of a project can help OEM designers determine the best method for bending, shaping and forming an extruded product that will best bring designs to life.
For more information on bending and stretch forming your aluminum extrusions, please contact your sales specialist or email us.